中大物サイズの薄肉旋削加工が得意

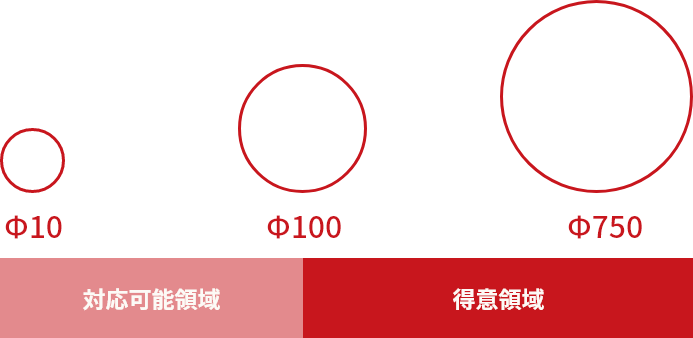
製品サイズによって肉厚は異なりますが、t=2.58㎜~実績があります。

薄肉旋削加工は「歪み」との戦いです。製品の厚みが薄くなればなるほど、素材の内部応力が働き変形しやすくなります。
その「歪み」という課題をいかに解消するか?それが、薄肉旋削加工の技術力です。
弊社では、大小さまざまな薄肉リング形状の製品を加工し続ける中で培った、独自のノウハウ(切削条件や治具、加工ノウハウ)があり、最薄2.58㎜の薄肉加工にも対応した実績があります。薄肉旋削加工でお困りの方は、お気軽にご相談ください。
製品事例


| 材質 | FC250 |
|---|---|
| サイズ | φ80φ52×35.6 |
| ロット | 3000ヶ |
| 精度 | 寸法精度±0.02 真円度φ0.01 |


| 材質 | SCM400(調質) |
|---|---|
| サイズ | 外径φ152 |
| ロット | 4000ヶ |
| 精度 | 寸法精度±0.015 真円度 φ0.015 |
澤川鍛造工業が
薄肉旋削加工にこだわる理由
・難しい加工にチャレンジする
・他ではできないことをやる
・技術者としての誇り
・お客様の期待にこたえる
・考える喜び



